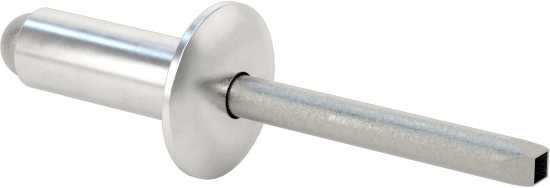
ProtoSpace Mfg stocks blind rivets. With blind rivets, there is no access to the rear (blind) side of the joint.
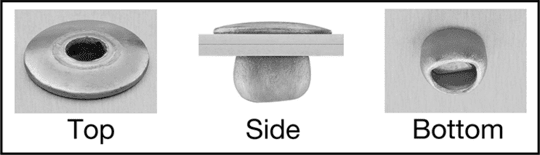
For installation, the rivet is seated inside a hole that has been cut into the metal. Then, a blind rivet
tool pulls the mandrel against the hat of the rivet. The mandrel’s bulge makes the edges of the rivet to
expand down towards the material and permanently install the rivet.
We stock both domed and countersunk options for rivets.
Domed:
As the name suggests, a domed rivet will have a slightly rounded top that will have a raised profile from the metal's surface into which it's being installed.
Countersunk:

Countersunk rivets will have a flush surface with the metal, and requres a countersink in order for the rivet to sit properly in the material.
| Rivet Type | Diameter | Material Thickness Range |
|---|---|---|
Aluminum Blind Rivet, Domed | 0.094” | 2.388mm | .032” - 0.125” (0.813mm - 3.175mm) |
Aluminum Blind Rivet, Countersunk | 0.125” | 3.175mm | 0.126” - 0.187” (3.2mm - 4.75mm) |
Zinc-Plated Steel Blind Rivet, Countersunk | 0.125” | 3.175mm | 0.188” - 0.25” (4.775mm - 6.35mm) |
If you require a rivet we do not stock for your design, contact us – we can order it as a non-stock request. These rivets may need to be ordered in a minimum quantity, are subject to vendor availability and may extend manufacturing lead times.
To properly install a rivet, the material into which it is being installed must meet the material
thickness range noted above.
Rivets can be installed in any of our sheet metal types. However, we do not recommend
cold-rolled steel that is not powdercoated, as the material will likely rust under the rivet head.
Powdercoat is typically applied prior the rivet process.
Rivets are compatible with secondary finishes such as anodizing,
chemical film conversion and more, so long as the rivet’s material is compatible with the process.